- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
A gáznyomás hatása a lézervágás felületének minőségére
2025-02-26
A lézercsökkentési technológiát széles körben használják különféle területeken, mivel előnyei, például a nagy pontosság és a nagy hatékonyság. Tudja azonban, hogy a lézercsökkentés során a gáznyomás mérete döntő hatással van a vágási szakaszra?
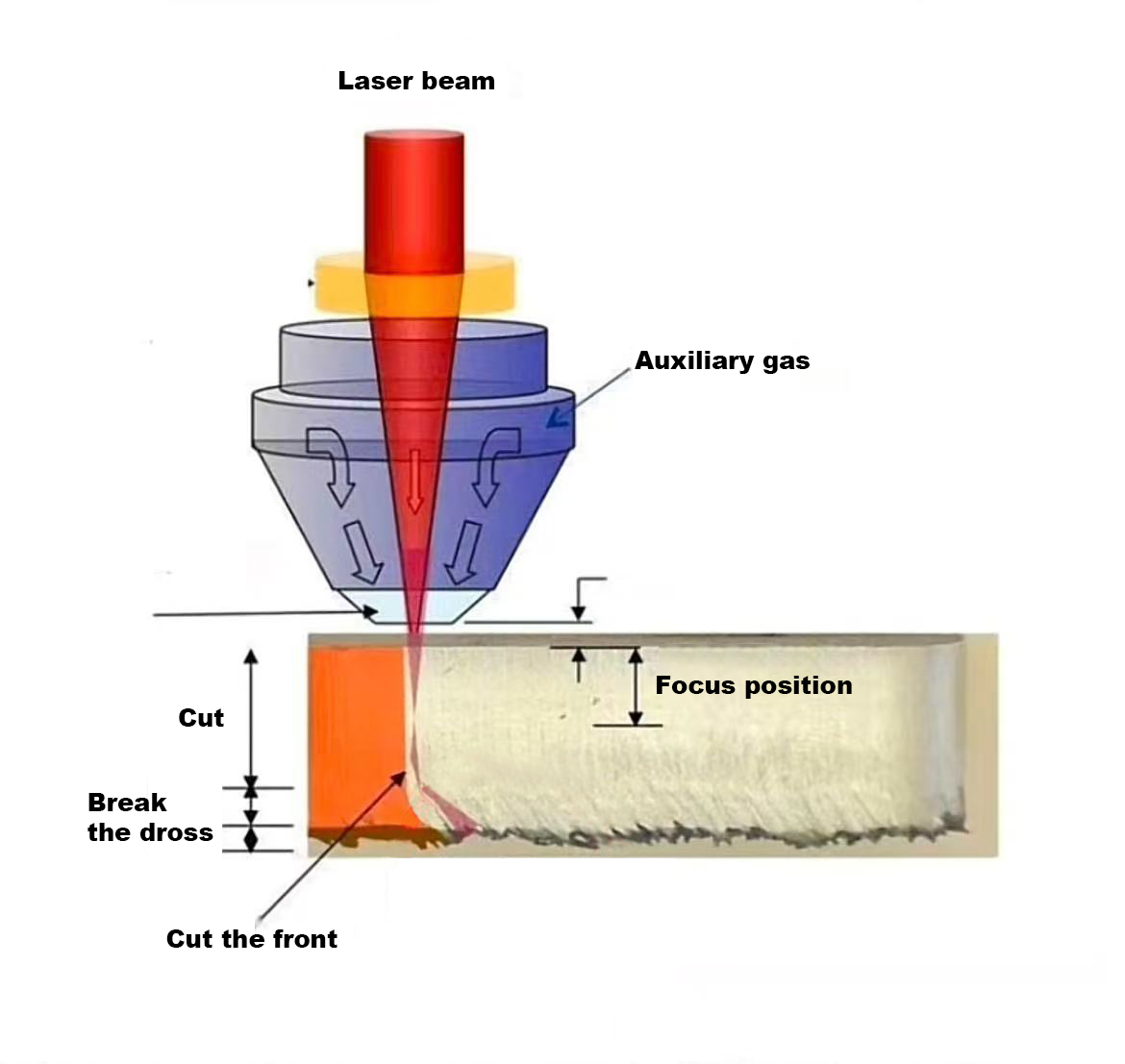
A lézervágás a lézer nagy energiáját felhasználja a fém azonnali elpárologtatására, és kiegészítő gázt használ a munkadarab felszínén lévő salak elfújására a vágás befejezéséhez. A vágógáz nemcsak elősegíti a hő eloszlását és az égés elősegítését, hanem az olvadt foltokat is elrontja, hogy a vágási szakasz sima legyen. Amikor azonban a gáznyomás megváltozik, a vágási szakasz különböző állapotokat is bemutat.
Ha a vágógáz nyomása túl alacsony, a vágási folyamatban lévő salak nem lehet hatékonyan elfújni, így a munkadarab alján néhány olvadt folt maradt. Hűtés után ezek a maradék olvadt foltok burrokat képeznek, befolyásolva a vágófelület simaságát és csökkentve a vágási minőséget. Ezenkívül a túl alacsony gáznyomás megnehezítheti a lézersugár számára az anyag behatolását, a perforációs idő növelését, és ezáltal csökkentheti a termelési hatékonyságot és a csökkentési sebességet. Hosszú távon ez nem csak a vágási pontosságot befolyásolja, hanem olvadt foltokat is okoz a munkadarab felületén, tovább súlyosbítva a vágási minőségi problémát.

Másrészt, amikor a vágógáz nyomása túl magas, a vágási szakasz durva lehet, és a vágási varrás szélessége növekszik. A túlzott gáznyomás túlzott fújást okoz a vágási területen, ami a vágási felület részleges olvadását okozhatja, ezáltal befolyásolja a vágófelület síkságát, és megnehezíti az ideális vágási szakasz kialakítását. Különösen a penetrációs ponton a túlzott gáznyomás súlyosbítja az olvadást, ami nagyobb olvadási pontot eredményez, és ez tovább befolyásolja a vágási minőséget.

A tényleges lézercsökkentési folyamatban a gáznyomás szabályozását pontosan az anyag típusának, vastagságának és vágási követelményeinek megfelelően kell beállítani. A különböző anyagok eltérő követelményekkel bírnak a gáznyomásra. Például, amikor a szokásos szénacél vágásakor a szükséges vágási gáznyomás viszonylag csökken, amikor az anyag vastagsága növekszik; Míg a rozsdamentes acél anyagok esetében a vágó gáznyomásnak ennek megfelelően kell növekednie, amikor az anyag vastagsága növekszik. A gáznyomás ésszerűen beállításával a maradék olvadt foltok vagy a vágási folyamat során túlzott olvadás elkerülhető, ezáltal biztosítva, hogy a vágási felület sima és finom legyen, és megfeleljen a termelési előírásoknak.

Pontos gáznyomás -beállítási technológiájával a Huawei LaserFémlemezautomatikusan optimalizálhatja a gáznyomást a különböző anyagok igényeinek megfelelően, hogy biztosítsa a nagy hatékonyságot és pontosságot a vágási folyamat során.