- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
A fókuszpozíció kiválasztása a különböző fémek lézervágására
2025-02-21
A lézercsökkentési folyamat során az anyagtípus alapján a fókuszpozíció pontosan kiválasztása kulcsfontosságú a minőség és a hatékonyság csökkentése érdekében. Ez a műszaki szempont jelentős figyelmet kapott az iparban.
1. Szén acélvágás
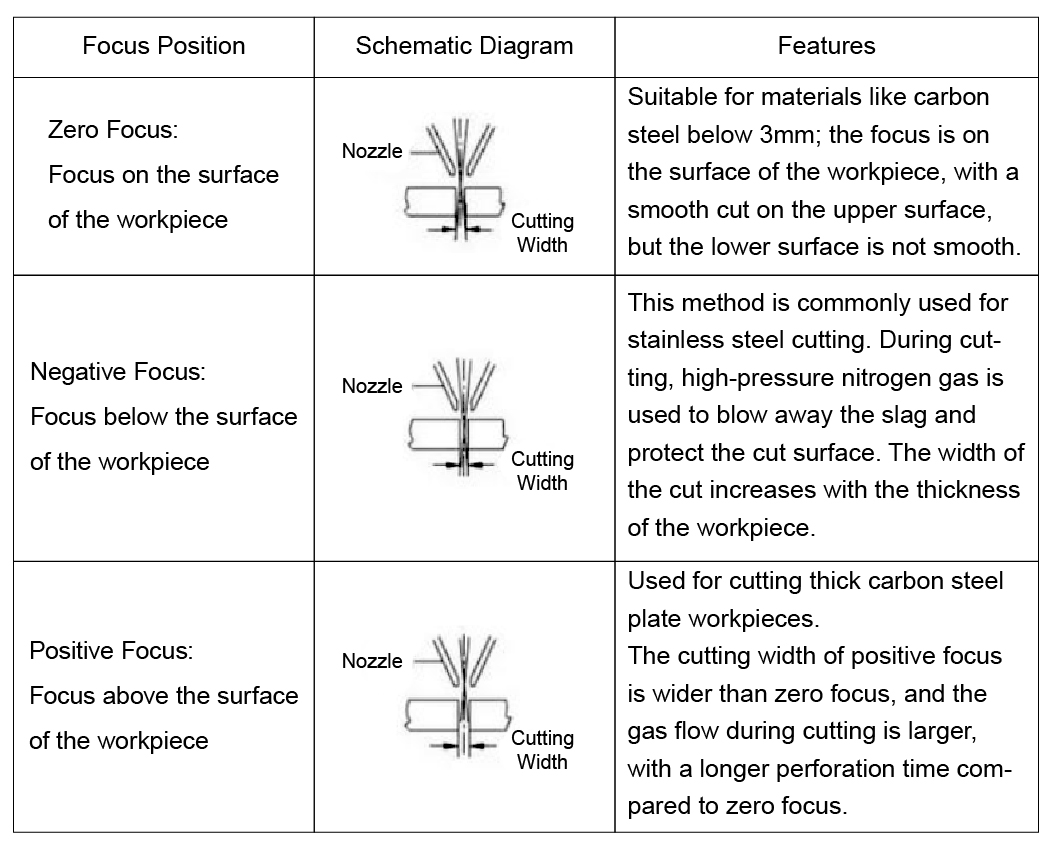
Vékony lemezvágás:Vékonyabb lemezek vágására (például1-3 mm), a nulla fókuszt, ahol a fókuszt az anyag felületére helyezik, általában használják. Ez elősegíti a vágási pontosság javítását, a hőre ható zóna csökkentését és a simább vágott szélek elérését.
Közepes és vastag lemezvágás:Közepes vastag szénacéllemezek vágásakor (6-16 mm), a pozitív fókusz általában az előnyben részesített választás. Az anyag fölé helyezve a fókuszt az anyag felületének elérésekor terjed, ami elősegíti a salak eltávolítását, és egy fényesebb, simább vágott felületet eredményez.
Vastag lemezvágás:A tányérokhoz vastagabb, mint16 mm, A negatív fókuszt általában a vágási sebesség javítására használják, bár ez kissé csökkentheti a vágott él minőségét.
2. Rozsdamentes acél vágás
Vékony lemezvágás:A vékony lemezek vágásához a folyamatos lézerek általában nulla fókuszt alkalmaznak annak biztosítása érdekében, hogy a vágófelület sima legyen, a felső felület a fókusz közelében kapja meg a legtisztább vágást.
Közepes és vastag lemezvágás:A közepes vastag lemezek esetében a jó élminőség biztosítása érdekében a negatív fókuszt általában elfogadják. A fókuszt az anyagon belül mélyebbre állítják, hogy kiszélesítsék a vágást és javítsák a gáz- és olvadt anyagáramot, biztosítva, hogy a vágási területre elegendő energia sűrűség legyen.
3. alumínium vágás
Vékony lemezvágás:A vékony lemezek vágásakor mind a nulla fókusz, mind az enyhe pozitív fókusz használható. A nulla fókusz jobb pontosságot és felületi minőséget biztosít, míg a pozitív fókusz megfelelő, ha a vertikálisság kritikus követelmény. Ez biztosítja, hogy a vágás a tetején kissé szélesebb legyen, mint az alján, megkönnyítve a salak eltávolítását és fenntartva a vertikálisságot.
Közepes és vastag lemezvágás:A közepes vastag lemezeknél mind a pozitív, mind a negatív fókusz használható. A pozitív fókuszhoz elegendő lézerteljesítményt és kiegészítő gáznyomást igényel. A negatív fókusz használatakor a fókuszt általában a lemez vastagságának 1/3 -tól 1/2 -ig helyezik el, stabilabb vágást és csökkentést biztosítva a vágott felületen.
4. Rézvágás
Negatív fókusz (fókusz a felület alatt): A réz esetében a negatív fókusz az optimális választás, különösen a vastagabb rézlemezeknél (6 mm vagy annál magasabb). A negatív fókusz növeli a lézer penetrációt, kompenzálva a réz nagy reflektivitását, és lehetővé teszi a lézernyaláb hatékonyabb összpontosítását. Ez javítja a hőkoncentrációt, és javítja a mélység mélységét és hatékonyságát.
Nulla fókusz (fókusz a felületen):Vékony rézlemezekhez (1-3 mm), a nulla fókusz is megvalósítható lehetőség, jobb vágási pontosságot biztosítva és minimalizálva a hő által érintett zónát, ami csökkenti az él deformációját a vágás során.
A megfelelő fókuszpozíció kiválasztásával a lézercsökkentési hatékonyság és a minőség jelentősen javítható a különböző fémanyagok esetében. A pozitív fókusz, a negatív fókusz vagy a nulla fókusz választása elsősorban az anyag vastagsága, hővezető képessége és reflexiós képessége határozza meg. A gyakorlatban a helyes fókuszpozíció biztosítja a sima vágóéleket, a kontrollált vágási mélységet és a minimalizált hővel érintett zónákat, ami az optimális feldolgozási teljesítményt eredményez.