- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Lézervágó szénacél: A közös kihívások és megoldások kezelése
2025-02-20
1.
Okok:
Túlzott gáznyomás: A magas gáznyomás befolyásolhatja a vágási minőséget, ami durva felülethez és még a Dross képződéséhez vezethet.
Lassú vágási sebesség: A lassú vágási sebesség miatt a lézernyaláb túl hosszú ideig érintkezik a fém felületével, ami túlzott hőkoncentrációt eredményez a vágási területen és az alján lévő Dross képződést.
Túl magasra összpontosítson: A nem megfelelően beállított, magas fókuszpont a lézerenergia egyenetlen eloszlását okozza, ami durva felületet és csípős felhalmozódást eredményez az alján.
Megoldás:
Csökkentse a gáznyomást: Állítsa be a gáznyomást, hogy elkerülje a túlzott nyomás, amely durva felületekhez vezethet.
Növelje a vágási sebességet: Növelje a vágási sebességet, hogy a lézernyaláb gyorsan áthaladjon az anyagon, megakadályozva a túlmelegedést.
Alacsonyabb a fókuszpont: Csökkentse a fókuszpontot annak biztosítása érdekében, hogy a lézerenergia az optimális vágási helyen koncentráljon, minimalizálva a hővel érintett zónákat és javítva a vágási minőséget.

2. Égett élek és sárgás
Okok:
Túl magas fókusz: Ha a fókuszpont túl magas, a lézerenergia a felületre koncentrálódik, ami túlmelegedést okoz, és égett élek és sárgás.
Túlzott gáznyomás: A nagy gáznyomás miatt a lézernyaláb rossz szögben ütheti az anyagot, ami túlmelegedést vagy oxidációt eredményez, és sárgáshoz vezet.
Túlzott lézerteljesítmény: A nagy lézerteljesítmény túlságosan melegítheti az anyag felületét, égést vagy elszíneződést okozva.
Megoldás:
Alacsonyabb a fókuszpont: Állítsa be a fókuszt annak biztosítása érdekében, hogy a lézerenergia pontosan a vágási pontra összpontosítson, megakadályozva a túlmelegedést.
A gáznyomás csökkentése: A gáznyomás csökkentése segíthet elkerülni a túlzott légáramot, amely zavarja a vágási folyamatot és csökkenti az oxidációt.
Csökkentse a fúvóka átmérőjét: A fúvóka átmérőjének csökkentésével a gázáram koncentrált, ami elősegíti a hő diszperziójának megakadályozását és csökkenti az égett élek előfordulását.
Csökkentse a lézerteljesítményt: Csökkentse a lézerteljesítményt, hogy elkerülje az anyag felületének túlzott melegítését, csökkentve az égett élek vagy a sárgás kockázatát.
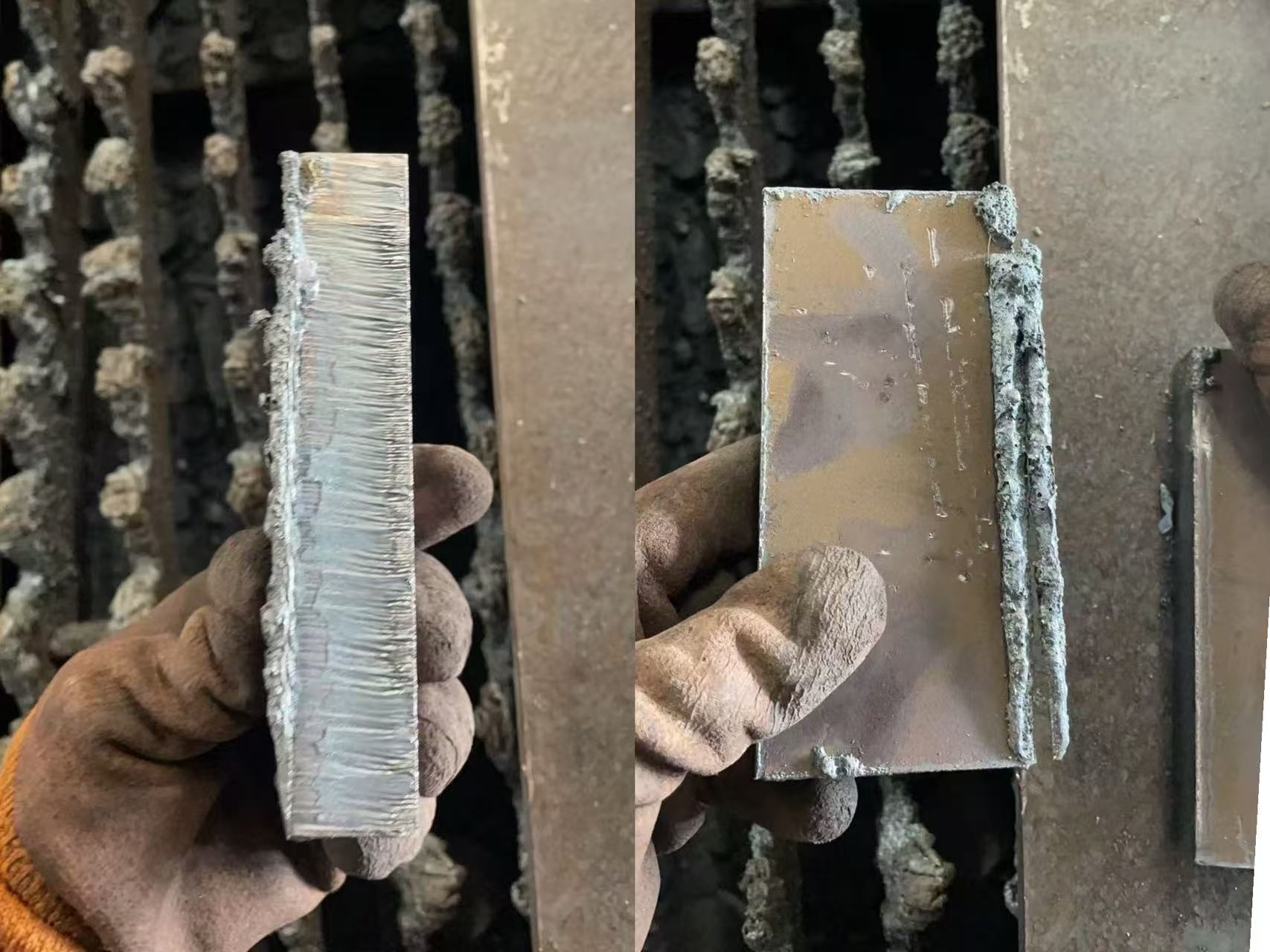
3. Jó vágási minőség a tetején, az alján dob
Okok:
Túl magasra összpontosítson: A magas fókuszpont a lézernyaláb elégtelen behatolásához vezet, ami tisztátalan vágást eredményez az alján és a dross képződését.
Alacsony gáznyomás: A nem elegendő gáznyomás nem képes hatékonyan eltávolítani az olvadt salakot, és az alján dörzsölést okoz.
Túl gyors vágási sebesség: A gyors vágási sebesség azt eredményezi, hogy a lézernyaláb túl kevés időt tölt az anyagra, megakadályozva a megfelelő hőfelhasználást, és az alján hiányos olvadást okoz, és a Dross képződése.
Megoldás:
Csökkentse a vágási sebességet: Csökkentse a vágási sebességet, hogy a lézernyaláb hosszabb ideig maradjon az anyagon, biztosítva a megfelelő salak eltávolítását.
Alacsonyabb a fókuszpont: Állítsa be a fókuszt, hogy a lézernyaláb hatékonyabban behatoljon az anyagba, és javítja az alján lévő vágási minőséget.
Növelje a gáznyomást: Növelje a gáznyomást, hogy elősegítse az olvadt salak kiürítését, megakadályozva annak felhalmozódását az alján.
A szénacél lézeres vágása során felmerült általános problémák általában a vágási paraméterek, például a gáznyomás, a fókuszpont és a vágási sebesség beállításával, valamint a berendezések konfigurációjának optimalizálásával oldhatók meg. Ezeknek a paramétereknek a finomításával a vágási minőség javítható, a felületi hibák minimalizálhatók és javíthatják a termelési hatékonyság. A lézercsökkentéssel foglalkozó vállalatoknak az optimális vágási eredmények elérése érdekében a megfelelő beállításokat kell választaniuk az anyagok jellemzői és a konkrét folyamatigények alapján.
A lézercsökkentési technológiáról vagy a konkrét problémák megoldásához további információkért kérjük, vegye fel a kapcsolatot a műszaki támogatási csoportunkkal. Elkötelezettek vagyunk a legjobb segítségnyújtás iránt.
Elérkezési adatok:
Huawei lézer
E -mail: huaweilaser2017@163.com
Webhely: www.huawei-laser.com